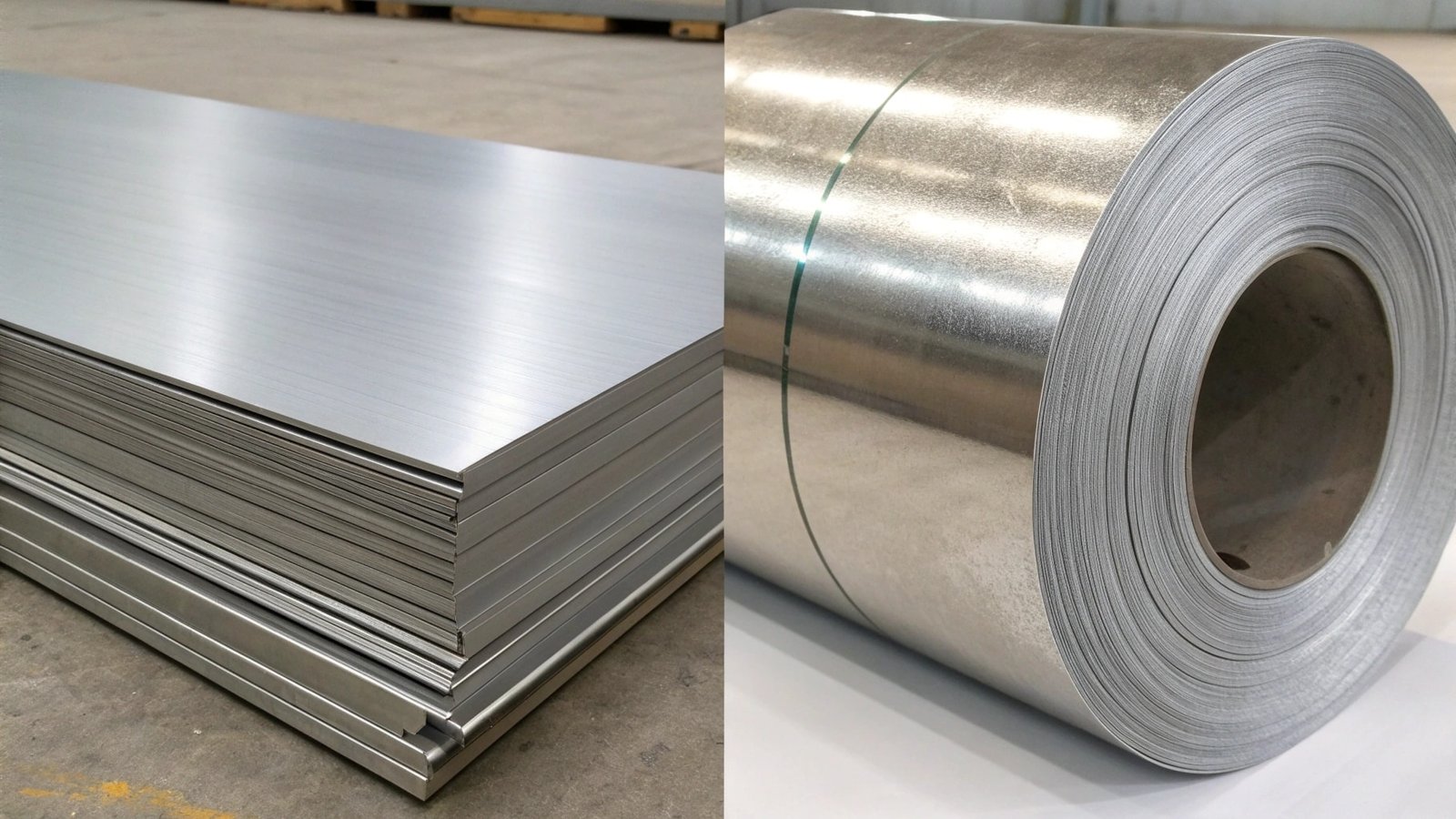
Have you ever wondered how those large, flat sheets of aluminum, from thin foils to thick plates, are manufactured? The process is a fascinating journey from raw ore to finished product.
Making aluminum plates involves several key procedures, beginning with the initial casting of aluminum ingots from molten metal, followed by hot rolling to reduce thickness and refine the grain structure. Subsequent cold rolling further reduces thickness and improves surface finish and mechanical properties, often followed by heat treatment (annealing or temper treatment) to achieve desired strength and formability, and finally, finishing operations like cutting and cleaning.
At SWA Forging, while we specialize in forged components, the fundamental understanding of how aluminum plates are made is essential, as these plates often become the starting material for our forging processes or are used in conjunction with our forged products.
What is the Process of Aluminum Plate?
Are you curious about the step-by-step journey molten aluminum takes to become a rigid, flat plate? It's a complex industrial process with several critical stages.
The process of manufacturing an aluminum plate begins with melting aluminum scrap and primary aluminum to form a molten bath. This molten aluminum is then cast into large ingots. These ingots undergo a hot rolling process, passing through a series of heavy rollers at elevated temperatures to significantly reduce their thickness. Subsequently, the material often goes through cold rolling for further thickness reduction, improved surface finish, and enhanced mechanical properties. Final steps may include heat treatment and cutting to specified dimensions.

From my experience in the aluminum industry, understanding this entire chain, from melting to finishing, helps us appreciate the quality and effort that goes into every piece of material we use.
The Journey from Bauxite to Plate
Let's break down the typical stages involved in creating an aluminum plate:
-
Bauxite Mining and Alumina Refining:
- Aluminum production starts with bauxite ore, which is mined from the earth.
- The bauxite is then refined using the Bayer process to extract alumina (aluminum oxide, Al2O3), a white powdery substance.
-
Smelting (Primary Aluminum Production):
- Alumina is then converted into pure aluminum metal through the Hall-Héroult electrolytic process. This involves dissolving alumina in molten cryolite within large electrolytic cells (potlines) and passing a powerful electric current through it. Molten aluminum collects at the bottom of the cell.
-
Melting and Alloying:
- The pure molten aluminum is transferred to holding furnaces.
- Here, precise amounts of other alloying elements (like copper, magnesium, silicon, zinc, manganese) are added to create specific aluminum alloys (e.g., 6061, 5083, 7075).
- Recycled aluminum scrap is also melted down and incorporated at this stage, contributing to sustainability.
- The molten metal is thoroughly mixed and degassed to remove impurities.
-
Casting (Ingot Production):
- The molten alloy is then cast into large ingots, also known as rolling ingots or slabs. These are typically rectangular blocks, often weighing many tons. Common casting methods include DC (Direct Chill) casting.
-
Homogenization (Pre-heating Ingots):
- Before rolling, the cast ingots are often pre-heated in a homogenization furnace. This process evens out the distribution of alloying elements within the ingot, reducing segregation and improving the workability of the metal during subsequent rolling.
-
Hot Rolling:
- The heated ingots are then fed into a hot rolling mill. This is where the magic of significant thickness reduction happens.
- The ingot passes repeatedly through a series of heavy, rotating rollers (breakdown mill, roughing mill, finishing mill). At high temperatures, the aluminum is relatively soft, allowing for large deformations.
- Hot rolling not only reduces thickness but also refines the grain structure of the metal, improving its mechanical properties. This process continues until the material reaches a desired "hot band" thickness, often several millimeters.
-
Cold Rolling:
- After hot rolling, the material (now a "hot band" coil) is allowed to cool.
- It then undergoes cold rolling, where it passes through rollers at room temperature. Cold rolling provides much finer thickness control, improves surface finish, and significantly increases the strength and hardness of the aluminum (known as strain hardening or work hardening).
- This process can reduce the thickness down to very thin gauges, depending on the final product (e.g., aluminum foil is cold rolled).
-
Annealing (Optional, Intermittent):
- During cold rolling, the aluminum becomes progressively harder and less ductile due to work hardening. If further cold rolling is needed, or if a very soft temper is required for the final product, the material might undergo an annealing (softening) heat treatment between rolling passes or as a final step. This involves heating the aluminum to a specific temperature and holding it to relieve internal stresses and restore ductility.
-
Heat Treatment (for Heat-Treatable Alloys):
- If the aluminum alloy is a heat-treatable type (e.g., 2xxx, 6xxx, 7xxx series), it will undergo solution heat treatment and quenching, followed by artificial aging (e.g., to achieve T6 temper). This process significantly increases the strength of the material.
-
Finishing Operations:
- Leveling: To ensure the plate is perfectly flat.
- Slitting/Shearing/Sawing: Cutting the large rolled material into specific plate or sheet dimensions, often using large shears or saws.
- Cleaning/Surface Treatment: Washing, degreasing, or applying protective coatings.
- Inspection: Quality control checks for dimensions, surface quality, and mechanical properties.
- Packaging: Preparing for shipment.
I remember visiting a large rolling mill. Seeing a massive, glowing ingot slowly transform into a thin, shining sheet as it passed through the rollers was truly impressive. It gave me a real appreciation for the sheer scale and precision of aluminum plate manufacturing.
How to Make an Aluminum Plate?
Are you trying to grasp the actual steps involved in physically transforming raw aluminum into a usable plate? It's a sequence of precise mechanical and thermal processes.
To make an aluminum plate, you start by melting aluminum and its alloying elements, then cast this molten metal into a large, rectangular ingot. This ingot is then heated and passed repeatedly through heavy hot rollers to reduce its thickness. Following this, the material often undergoes cold rolling to achieve the final precise thickness and surface finish. Depending on the alloy, heat treatment may be applied for desired strength, and finally, the plate is cut to the required dimensions.

Every time we receive a new batch of aluminum plates at SWA, I think about the extensive journey that material has been on to get to us, and how each step influences its final properties.
Practical Steps in Plate Manufacturing
Let's simplify the actual hands-on process of making a plate, assuming we start with refined aluminum metal ready for processing.
-
Melt and Alloy:
- Aluminum is melted in a large furnace.
- Specific alloying elements (magnesium, silicon, copper, etc.) are added in precise quantities to create the desired alloy type (e.g., 6061, 5083).
- The molten metal is purified to remove impurities and dissolved gases.
-
Cast the Ingot (Slab):
- The molten alloy is poured into a continuous casting mold (Direct Chill or DC casting is common for rolling ingots).
- As the metal solidifies, it forms a large, rectangular ingot (also called a slab or rolling ingot), which can be several meters long and very thick (e.g., 500-600 mm).
-
Homogenize (Heat Treat the Ingot):
- The cast ingot is placed in a homogenization furnace.
- It's heated to a high temperature (but below melting) for several hours. This process dissolves and homogenizes the alloying elements, making the ingot more uniform and easier to work with during rolling.
-
Hot Roll the Slab:
- The hot ingot is fed into a powerful hot rolling mill.
- It passes between large, heated rollers, which compress it and reduce its thickness with each pass. The rollers move back and forth, and the gap between them is gradually reduced.
- This initial hot rolling can reduce the thickness of the slab significantly, from hundreds of millimeters down to tens of millimeters (e.g., 20-30 mm hot band). This also refines the internal grain structure.
-
Cool and Coil (Hot Band):
- Once the hot rolling is complete, the material (now a long, thinner "hot band") is often coiled up if it's destined for further cold rolling. For very thick plates, it might be cut into individual plate lengths directly after hot rolling.
-
Cold Roll (Optional, for Thinner Gauges and Better Finish):
- If a thinner gauge or a better surface finish is required, the hot band is uncoiled and fed into a cold rolling mill.
- Here, it passes through unheated rollers at room temperature. Cold rolling provides precise thickness control and dramatically improves surface quality and mechanical properties (strength and hardness). This is how very thin sheets and foils are made.
- Multiple passes may be required, sometimes with intermediate annealing steps if the material becomes too hard.
-
Final Heat Treatment (for Heat-Treatable Alloys):
- For heat-treatable alloys (e.g., 6061), after rolling, the plates are subjected to a solution heat treatment (heated to a high temperature and quenched) and then artificial aging (reheated to a lower temperature for a specific time). This process develops the final strength and temper (e.g., T6).
-
Finishing:
- The long plate or coil is cut to the final specified dimensions using large shears or saws.
- Plates may be leveled to ensure flatness.
- They are cleaned, inspected for quality, and then packaged for shipment.
At our facility, when we receive large forged rings and discs, they've gone through a similar initial melting, alloying, and casting process to create the billet that we then forge. The control over each of these steps is paramount for the final product's integrity.
What Are the Main Stages in Processing Aluminum?
Are you looking for a concise overview of the entire journey aluminum takes from raw material to a usable product? There are distinct stages that define this transformation.
The main stages in processing aluminum are: mining bauxite ore, refining it into alumina, smelting alumina into primary aluminum metal, melting and alloying the aluminum, casting it into ingots, and finally, fabricating these ingots into finished forms like plates, sheets, extrusions, or forgings through processes like rolling, extrusion, or forging, often followed by various heat treatments and finishing operations.

As someone deeply involved in the aluminum industry, I see these stages as a chain, where each link must be strong to ensure the quality of the final product.
From Earth to End Product
Let's categorize the overall processing of aluminum into its major, distinct stages:
-
Raw Material Acquisition:
- Mining Bauxite: This is the primary ore for aluminum. Bauxite is a reddish-brown, clay-like mineral found close to the Earth's surface.
-
Primary Aluminum Production:
- Alumina Refining (Bayer Process): Bauxite is chemically processed to extract alumina (aluminum oxide, Al2O3). This removes impurities and concentrates the aluminum-bearing compound.
- Smelting (Hall-Héroult Process): Alumina is then dissolved in molten cryolite and electrolytically reduced to pure molten aluminum metal. This is an energy-intensive process typically done in large smelters.
-
Melting and Alloying:
- Remelting: The primary aluminum (and often a significant amount of recycled aluminum scrap) is remelted in large furnaces.
- Alloying: Specific elements (e.g., magnesium, silicon, copper, zinc) are precisely added to the molten aluminum to create different aluminum alloys, each with tailored properties.
- Degassing and Filtering: The molten alloy is treated to remove dissolved gases (like hydrogen) and solid impurities, ensuring a clean and sound metal.
-
Casting:
- Ingot/Billet Casting: The molten alloy is cast into large ingots (slabs for rolling, billets for extrusion/forging) of specific shapes and sizes, ready for subsequent fabrication.
-
Fabrication (Primary Shaping):
- This stage transforms the cast ingots/billets into various forms.
- Rolling: Ingots are hot rolled into thick plates, then further cold rolled into thinner sheets, coils, or foil. This is the primary method for flat products.
- Extrusion: Billets are pushed through a die to create long, complex cross-sectional shapes (e.g., architectural profiles, tubes).
- Forging1: Billets are shaped under immense pressure (e.g., hammering, pressing) to create discrete, high-strength parts with refined grain structures (e.g., our forged rings and discs at SWA).
- Drawing: For wires and smaller tubes.
- Casting (Secondary): For intricate shapes that might not be easily formed by other methods (e.g., sand casting, die casting).
-
Finishing and Heat Treatment:
- Heat Treatment: For heat-treatable alloys, processes like solution heat treatment, quenching, and aging (T-tempers) are performed to achieve final mechanical properties (strength, hardness). Annealing (O-temper) is used for non-heat-treatable alloys or to soften heat-treatable alloys.
- Surface Treatment: Cleaning, anodizing (for corrosion resistance and aesthetics), painting, or other coatings.
- Cutting and Shaping: Sawing, shearing, machining to final dimensions.
-
Quality Control and Distribution:
- Throughout all stages, rigorous quality control checks are performed to ensure the material meets specifications.
- The finished products are then packaged and distributed to customers worldwide.
As a manufacturer of forged aluminum components, we essentially start our part of the process at Stage 4 (Casting billets) or Stage 5 (Forging), relying on the quality produced in the preceding stages. Our commitment is to ensure that the subsequent forging process enhances those properties.
What Are the Techniques of Aluminum Fabrication?
Are you interested in how aluminum metal is shaped and transformed into countless products we use every day, beyond just plate manufacturing? It involves a diverse range of fabrication techniques.
The techniques of aluminum fabrication encompass a wide array of processes that transform raw aluminum or pre-formed stock into finished products. These primarily include forming operations like rolling, extrusion, forging, and drawing; cutting processes such as shearing, sawing, and machining; joining methods like welding, brazing, and riveting; and surface treatments like anodizing, painting, and polishing to enhance aesthetics and corrosion resistance.

At SWA Forging, our expertise is deeply rooted in one of the most critical fabrication techniques: forging. But we also understand how our forged products integrate with other fabricated aluminum components.
Broad Categories of Aluminum Fabrication Techniques
Aluminum's excellent workability, ductility, and machinability make it suitable for a vast range of manufacturing processes.
-
Forming Processes (Shaping without Material Removal):
- Rolling: As discussed, this is the primary method for producing flat products like plates, sheets, and foils. It involves passing metal between rollers to reduce thickness and increase length.
- Extrusion: Pushing a heated aluminum billet through a shaped die to create long products with a constant cross-section (e.g., window frames, pipes, heatsinks). This is highly efficient for complex profiles.
- Forging: Shaping aluminum by applying compressive forces, usually with hammers or presses. This refines the grain structure, leading to high strength and improved fatigue resistance, ideal for critical components (this is our specialty at SWA Forging, making large rings and discs).
- Drawing: Pulling aluminum through a die to reduce its cross-section and increase its length, used for wires, rods, and seamless tubes.
- Bending: Deforming sheets or tubes along a straight or curved axis to create angles or curves.
- Stamping/Deep Drawing: Using presses and dies to cut and form sheet metal into desired shapes (e.g., automotive body panels, cookware).
- Spinning: Rotating a metal disc or tube while applying pressure with a tool to form a rotational symmetrical shape (e.g., lighting fixtures, satellite dishes).
-
Cutting/Machining Processes (Shaping by Material Removal):
- Shearing/Slitting: Cutting sheet or plate metal in a straight line using shear blades.
- Sawing: Using various types of saws (band saws, circular saws) to cut profiles, plates, and tubes.
- Machining (CNC Machining, Milling, Drilling, Turning): Using precision tools to remove material from a workpiece, creating intricate shapes, holes, and precise dimensions. Aluminum's machinability varies by alloy and temper but is generally good.
- Laser Cutting/Waterjet Cutting: Precision cutting methods using high-energy lasers or high-pressure water streams, respectively, to cut complex shapes with minimal material distortion.
-
Joining Processes:
- Welding: Fusing two or more pieces of aluminum together using heat, with or without filler material. Common methods include TIG (GTAW) and MIG (GMAW). Aluminum welding can be challenging due to its high thermal conductivity and propensity to form an oxide layer.
- Brazing/Soldering: Joining metals using a filler metal that melts at a lower temperature than the base metals.
- Riveting: Using mechanical fasteners (rivets) to join two or more pieces. Common in aerospace where welding is not preferred or practical.
- Adhesive Bonding: Using specialized glues or epoxies to join aluminum components, often used in aerospace and automotive for lightweight structures.
- Mechanical Fasteners: Screws, bolts, nuts.
-
Surface Treatment and Finishing:
- Cleaning/Degreasing: Removing oils, dirt, and oxides.
- Anodizing: An electrochemical process that creates a thick, durable, corrosion-resistant, and aesthetically pleasing oxide layer on the surface of aluminum. Can be dyed various colors.
- Painting/Powder Coating: Applying organic coatings for color, protection, and aesthetics.
- Polishing/Brushing: Mechanical processes to achieve a specific surface texture or luster.
At SWA Forging, while our core is forging, we often partner with clients who then take our forged rings or discs and perform further machining operations. Sometimes, they even weld our components into larger structures. Understanding these diverse fabrication methods allows us to ensure our forgings are perfectly suited for subsequent processing.
Conclusion
Manufacturing aluminum plates starts with melting and alloying, followed by casting into ingots. These ingots undergo hot rolling for initial thickness reduction, then cold rolling for precision and surface finish. Heat treatment may follow for specific mechanical properties, before final cutting and finishing. Aluminum fabrication encompasses forming techniques like rolling, extrusion, and forging, cutting methods, various joining processes, and surface treatments like anodizing, all contributing to aluminum's versatility in diverse applications.
-
Discover the advantages of aluminum forging, including strength and durability, essential for high-performance applications. ↩